

焊接人机料法环,操作技艺占为先。 手脑合一最重要,切忌浮躁心不专。 焊接界的九阳神功 焊 接 焊接,与移花宫独门秘笈《移花接木》有异曲同工之妙,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。主要通过下列三招达成接合的目的: 第一招,熔化焊接。加热欲接合工件使之局部熔化形成熔池,熔池冷却凝固后便接合,必要时可加入熔填物辅助; 第二招,钎焊连接。单独加热熔点较低的焊料,无需熔化工件本身,借焊料的毛细作用连接工件(如软钎焊、硬焊); 第三招,固相连接。在相当于或低于工件熔点的温度下辅以高压、叠合挤塑或振动等使两工件间相互渗透接合(如锻焊、固态焊接)。 航空发动机焊接工艺的修炼心法主要有以下几式:
右手僵硬是大忌,内旋外旋施时变。
纵横并进三方向,牢记焊接三要点。
焊前组对按规范,焊条质优且要干。
引燃电弧有技巧,划擦撞击可任选。
电弧燃后心莫急,预热母材挺关键。
待到温度升上去,尔后实施短弧焊。
熔池熔孔要看清,不可一味上前赶。
温度高时要停弧, 温度低来连续焊。
电弧并进深和浅,跟随位置时时变。
焊缝位置有不同,焊条角度则不同。
更换焊条手要快, 接头匀一过渡缓。
要使根部不内凹,猛送焊条至根边。
封顶留孔要注意,电弧下压角度变。
听到噗噗击穿声,熔透良好心放宽。
焊接是门高技艺, 读书善思多磨练。
体味其中奥妙处,小小焊缝天地宽。
第一式:“一阳神指”电子束焊 在高能量密度下,电子束指向哪里,哪里就瞬间熔化并蒸发,强烈的金属蒸气流将部分液态金属吹离电子束作用区,使电子束在熔池底部的固态金属上再聚焦,使其再溶化、再蒸发,再露出新的熔池底部,这样层层剥离,从而形成细而深的被液态金属包围的空腔,即“小孔”效应。 凭借较大的加热功率密度、较大的焊缝深宽比及较快的焊接速度,电子束焊接广泛应用于商用航空发动机机匣类、风扇、压气机转子部件及其修复。其主要焊接过程为定位焊——正式焊接——修饰焊(利用散焦电子束熔化焊缝表面,使焊缝加宽,以获得光滑焊缝,焊缝横截面呈弧形;焊接电流较小)。凭借具有大穿透、小变形、无氧化、高强度以及焊接尺寸精度高等特点,电子束焊成为实现航空发动机盘轴类结构焊接和机匣类焊接的主要方法之一。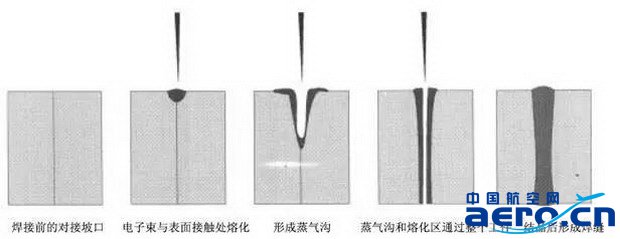
第二式:“点穴大法”钎焊
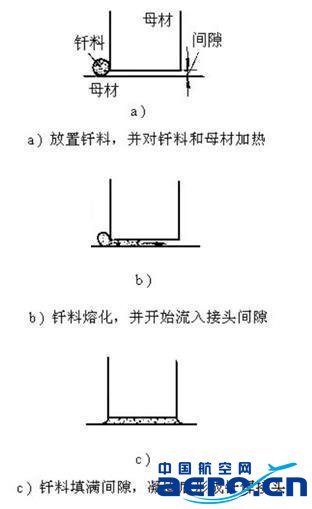
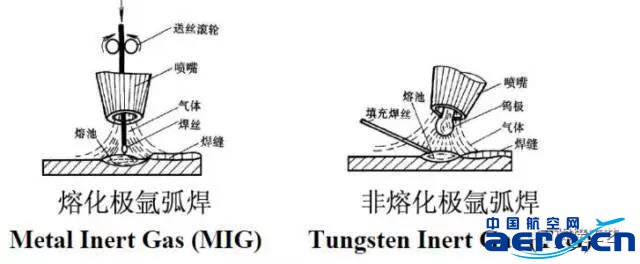
钎焊是使用比工件熔点低的金属材料作钎料,将工件和钎料加热到高于钎料熔点、低于工件熔点的温度,利用液态钎料润湿工件,填充接口间隙并与工件实现原子间的相互扩散,从而实现焊接的方法。这种焊接方法好比我们常用的502胶水,在稍高温度下,bia ji一下,就将两个被焊件“粘”在一起了。像极了古装剧里面神功盖世的大侠,弹指一挥间,就将坏蛋点穴定住,有木有! 钎焊加热温度较低,对母材组织和性能的影响较小。且焊件变形小,尤其是采用均匀加热(如炉中钎焊)的钎焊方法,焊件的变形可降低至最小程度,容易保证焊件的尺寸精度。但钎焊接头强度低,对工件表面粗糙度、装配质量、配合公差等要求严格,且焊件结构受设备空间限制(例如炉中钎焊、感应钎焊)。钎焊焊接技术常用语导管类结构及叶片类结构的焊接。 第三式:“化骨绵掌“氩弧焊 氩弧焊是在惰性气体的保护下,利用电极与工件间产生的电弧热熔化母材和填充焊丝(如果使用填充焊丝)实现连接。按照电极的不同分为熔化极氩弧焊和非熔化极氩弧焊两种。
中国航空网 www.aero.cn
航空翻译 www.aviation.cn
本文链接地址:揭秘航空发动机中的“焊工”




