
5,放下飞机后做地面操作测试正常,前轮转弯偏离排故排除。
②、然而在航线上时间短,任务重,存在工具设备场地的限制、并且顶升飞机且存在一定危险性,所以下面我们将探讨不顶升飞机、不借助定中凸轮如何将前轮调节到中立位。
1、在飞机前轮后方放置铝板,插上转弯销用拖车将飞机前轮推上铝板中央,拆下转弯销通电打压a泵,此时前轮应摆正,看后方标牌是否对着零刻度。如不在手册范围内,则先怀疑钢索输入不正确,把旁通活门打到tow位并断开液压。此时前轮将保持这个状态。
2、此时我们脱开方向舵脚蹬输入杆,在转弯手轮校装孔安装2号校装销,在方向舵脚蹬扇形盘校装孔上安装1号校装销,看加法机构上的4号校装销是否能顺利对孔。如不能顺利对孔,则需对钢索进行调节直到所有的孔都能自由插入。
3、接下来通电并打a系统电动泵确保方向舵脚蹬定中,此时检查脚蹬与脚蹬扇形盘之间的连杆看是否发现安装孔偏离。如果方向舵脚蹬输入连杆长度不正确,将会对钢索增加一个偏置的输入,导致不定中。此时调节脚蹬输入杆杆长直到连接螺栓可以顺利插入,使脚蹬对钢索的输出接入钢索输入。正确调节连杆长度后重新测量钢索张力检查校装孔,直到符合手册标准。至此,转弯手轮到加法机构上的钢索传递路径正确。
4、取下所有校装销,接通A系统电动泵给系统增压,取下旁通活门的前轮转弯销,此时计量活门将会回到其中立位,然后看转弯角度指示标牌是否对应在0刻度。
5、如不在零度,至此确认加法机构与转弯计量活门之间的连杆长度不匹配,脱开计量活门输入杆,调节输入杆杆长,再插上杆端的螺栓,同时给A系统增压,在“pressureon”位与“tow”位之间扳动安全释压活门,重复这个步骤,直到前起后面的角度指示带均在0度定中。至此,定中故障排除。
6,在地面操作测试正常,前轮转弯偏离排故排除。
NG前轮转弯计量活门输入杆调节方法
当我们按上述方法正确校装前轮转弯钢索张力之后,验证为计量活门输入杆长度不对时,我们需要断开计量活门输入杆,并调节输入杆的长度,在给A系统增压的同时,在“pressure on”位与“tow”位之间扳动安全释压活门,直到前起后面的角度指示带均在0度定中。也就是说在手轮、脚蹬和计量活门都在中立位时,调节输入杆长度使得内筒也在中立零刻度位。输入杆看四号销孔位是否对齐,也就是当内筒和手轮都在中立位置时看计量活门输入杆是否被推入或者拉出(计量活门输入杆在无外力作用的情况下自然保持中立,此时没有输出液压压力到转弯作动筒),正常情况下,计量活门输入杆和可调连杆后端的螺栓安装孔应该是对齐的,此时将计量活门输入杆推入时,计量活门输出使前轮右转弯;反之拉出则左转弯。
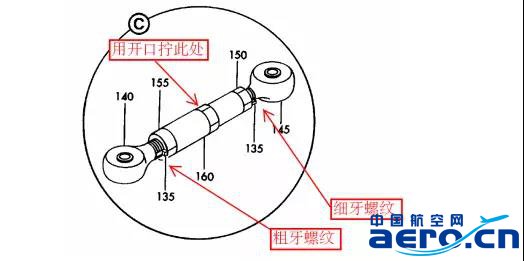
调节通过调输入杆前面的一个可调的连杆长度来进行,需要打开计量活门前方加法机构保护罩接近,调节连杆的前端是粗牙螺纹,后端细牙螺纹,两段共同配合可以调出各种所需长度,两段调节都不是线性连续的,因为单独调连杆的一边杆端最小都需要旋转半圈螺纹,只能半圈半圈的调,而且还需要拆下杆端头的连接螺杆。
有时难以调出合适的长度,其实我们有个快速调节的方法:不用拆开两端杆端头的连接螺杆,仅仅松开两边的锁销和并紧螺帽,然后用开口拧连杆中间的六角,这时由于两边的螺纹螺距不一样,会使杆的总长度改变:从后往前看顺时针转连杆一圈连杆缩短的长度是粗螺距一圈减细螺距一圈的长度,反之亦然。调节完后注意用保险丝捅下两端的检查孔,如果能捅过表示杆端露出螺纹太长可能会影响杆的刚度,需将两边的杆端头螺纹露出部分调至大概相等。
参考资料
1、 B737NG机型培训手册前轮转弯系统
2、 AMM32-51-00前轮转弯调节测试相关章节
3、 FIM32-51-00-806
4、 关于737-500飞机前轮转弯系统的常见故障的分析及结论by王东伟
5、 关于前轮转弯跑偏的故障分析及排除by黄翔
6、 B-5317飞机前轮转弯偏离排故总结by黄汕
7、 B2933前轮转弯卡阻的排故过程by徐可
来源:飞机维修砖家




