复合材料机翼的铺放非常复杂,因为机翼要经受不同的外部载荷,如挤压、拉伸、扭转等,因此复合材料的铺放要经得住来自不同方向的载荷强度,多层碳纤维要从不同角度铺放在一起。西班牙MTorres公司在这方面非常有经验。航空复合材料公司与MTorres公司一起做了材料、零件和样件的大量试验。选用的Hexcel碳纤维不仅要适合于中央翼壁板的铺层,还需要符合MTorres 设备的自动化铺放要求,虽然Hexcel碳材料的自动化铺放速度可达到50kg/h,不过在MC-21上为了确保万无一失铺放速度有所降低。另外干纤维与预浸料不一样,干纤维在自动化铺层过程中很容易错位,为了解决这个问题MTorres使用了一层薄薄的热塑性丝,作用如胶一样把纤维固定住,但为了防止过度粘接,在铺放头上还安装了排热系统。

MTorres公司带排热系统的干纤维龙门式机器人自动铺放系统
灌注设备使用的是TIAC设备,该设备是集喷注、加热以及软件控制的一体化设备,可监测和控制灌注的树脂温度和数量、填充速度、真空袋以及预成型件的完整性等,真空度的控制精度不超过1毫巴。成形时间根据零件的尺寸和复杂程度在5-30个小时左右,固化温度180℃±2℃,最高温度270℃ 左右。

法国公司的TIAC自动化灌注中心
翼盒工艺过程:
1.工装准备和辅助材料铺层
2.碳纤维干丝铺层并在工装里预成形
3.真空袋装配
4.干预制坯注胶成形
5.脱模和零件清理
6.无损检测
7.机械加工和形状检测
8.涂色和装配
所有的工作都要在净化间进行。翼梁预成形之后放到阳模里,蒙皮放在阴模,整个工装放在真空袋里抽真空,真空袋四周铺设多条管道,其中一些管道用于抽真空,另一些管道用来注胶。
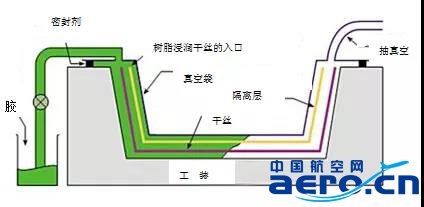
真空灌注VARTM工艺示意图
真空灌注工艺中长桁和壁板要单独铺丝预成形,不过注胶和固化可在专用的工装里一起一次成形。热压罐工艺这个过程需要分两次:首先固化长桁,然后再和蒙皮一起固化,因此热压罐工艺比VARTM工艺生产时间要长5%,能源耗费高30%以上,并且VARTM一次注胶的特点可用来制造一体化的整体零件,替代胶-铆结构。

零件固化之后接下来进行超声波无损检测,使用Technatom机器人检测系统进行零件的可靠性检测。然后就是五坐标铣床进行机械加工。

带加强筋的机翼上壁板机械加工
二、MC-21复材“黑”翼的优点
2.1 大展弦比、薄翼型的复材机翼更加节省能源
MC-21机翼展弦比达到了11.5。大展弦比、薄翼型的复材机翼使得MC-21与同类型飞机相比,具有更高的空气动力效率。在0.78马赫速度下,空动率要比波音737高5.1%,比空客A320高6%;能耗与传统的铝合金相比降低了8%。传统铝合金机翼的中程干线飞机在全生命周期(2万个小时左右)要烧掉14万吨的燃油,而每架MC-21在同样的飞行时间内可节省燃油1.1万吨。
中国航空网 www.aero.cn
航空翻译 www.aviation.cn
本文链接地址:概观 | MC-21飞机的复合材料“黑”翼(2)


